new blog

Introduction
Fiber-reinforced polymer composites, due to their lightweight and high-strength characteristics, have found applications in many fields, especially in the transportation sector, where they can effectively reduce vehicle weight and better achieve energy savings and emission reductions. Among them, long glass fiber (LGF) reinforced polyamide materials (PA/LGF) are widely used in the manufacture of structural components for automobiles due to their excellent comprehensive performance, playing an important role in the development of lightweight vehicles.
The factors that affect the performance of PA/LGF composites are numerous, including glass fiber content, diameter, length, strength, interfacial compatibility, additives, processing technology, and more. Liu Zhengjun and others prepared LGF-reinforced PA6 composites and found that as the LGF content (0–60%) increased, the tensile and flexural properties of the composites improved significantly. The notched impact strength showed the same trend initially but decreased when the LGF content exceeded 50%. Zhang Zhijian’s research results indicated that when the diameter of short glass fibers (SGF) was 10–15 μm, as the diameter increased from 10 μm to 15 μm, the tensile and impact strengths of PA66/SGF composites decreased by about 20% and 28%, respectively. Based on this, they concluded that the smaller the fiber diameter, the larger the contact area between the fiber and the resin matrix at the same fiber content, resulting in better composite effects.
Gao Zhiqiu compared the performance of high-strength glass fiber and regular alkali-free glass fiber reinforced PA6 composites, and the results showed that when the content of regular glass fiber was 40% and that of high-strength glass fiber was 32.2%, the latter composite had significantly higher tensile, flexural, and impact properties. Yang et al. studied the effect of the initial length of LGF on the mechanical properties of composites and found that both the residual glass fiber length and impact strength increased linearly with the increase in pellet length, while the tensile strength first decreased and then increased with increasing pellet length. Zhang Yu et al. studied the effects of two compatibilizers, maleic anhydride-grafted polyolefin elastomer (POE-g-MAH) and maleic anhydride-grafted ethylene propylene diene monomer rubber (EPDM-g-MAH), and their contents on the mechanical properties and rheological behavior of PA66/LGF. The results showed that when the content of the two compatibilizers was in the range of 0–10%, the residual length of the glass fibers decreased with the increase in compatibilizer content, while the tensile strength first increased and then decreased, with a peak value at a compatibilizer content of 2.5%. The notched impact strength increased with increasing compatibilizer content. Laura et al. studied the effect of glass fiber and EPDM-g-MAH content on the tensile and impact strengths of PA6, and by adjusting the content of glass fiber and rubber, PA6 composites with better performance could be obtained. Guo Hengjie et al. investigated the effect of the glass fiber lubricant-modified ethylene bis(stearamide) (TAF) on the mechanical properties, processing performance, and surface quality of PA66/GF composites. The results showed that an appropriate amount (0.5%–0.7%) of TAF had a reinforcing effect, improving the flowability of the composite as the TAF content increased, and significantly enhancing the smoothness and reducing fiber exposure and floating fiber issues. Thomason studied the effects of glass fiber diameter, content, and length on the strength and elongation at break of PA66 composites and discussed the findings using corresponding models.
In this study, PA66/LGF composites were prepared using a custom-designed melt impregnation device, and their mechanical properties, interfacial adhesion, and other aspects were characterized. The effects of glass fiber content, lubricant content, compatibilizer content, and pellet length on the final performance of the composites were explored, summarizing the optimal formulation design.
Sample Preparation
The preparation of PA66/LGF composite material pellets is shown in Figure 1. First, the PA66 raw material is dried in a vacuum drying oven at 80 °C for 4 hours. Then, PA66, 1098, 168, TAF, and EPDM-g-MAH are mixed uniformly in the ratios of 100 parts, 0.2 parts, 0.2 parts, and 0 to 1.2 parts, respectively, and added through the feed port of the extruder. The mixture is melted and extruded through a twin-screw extruder into a specially designed die. Meanwhile, the glass fiber roving is dispersed using a dispersion roller and drawn into the special die, where it is coated and dispersed by the molten resin matrix. The composite material, once coated, is drawn and cooled in water, then cut into pellets of the desired length by a pellet cutter. Finally, the pellets are dried in a drying oven at 100 °C for 24 hours before being injected into standard test strips using an injection molding machine at 285 °C.
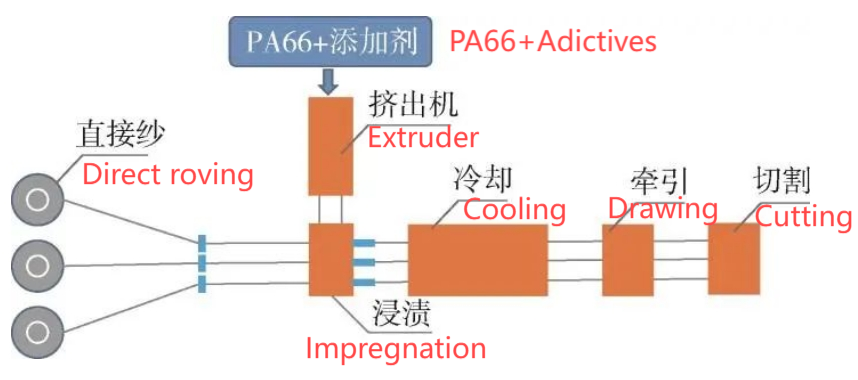
Figure 1: The Preparation Process of PA66/LGF Pellets
Table 1: Overall Properties of PA66/LGF Composites with Different Glass Fiber Contents
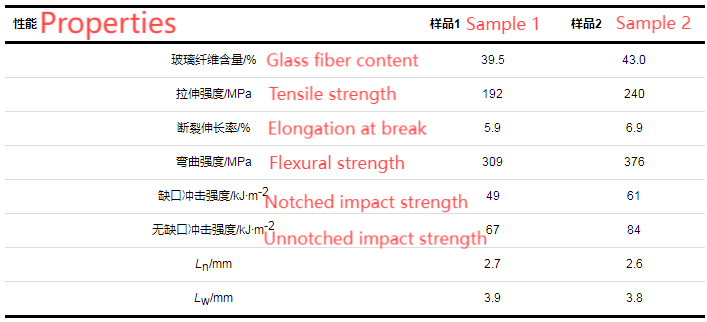
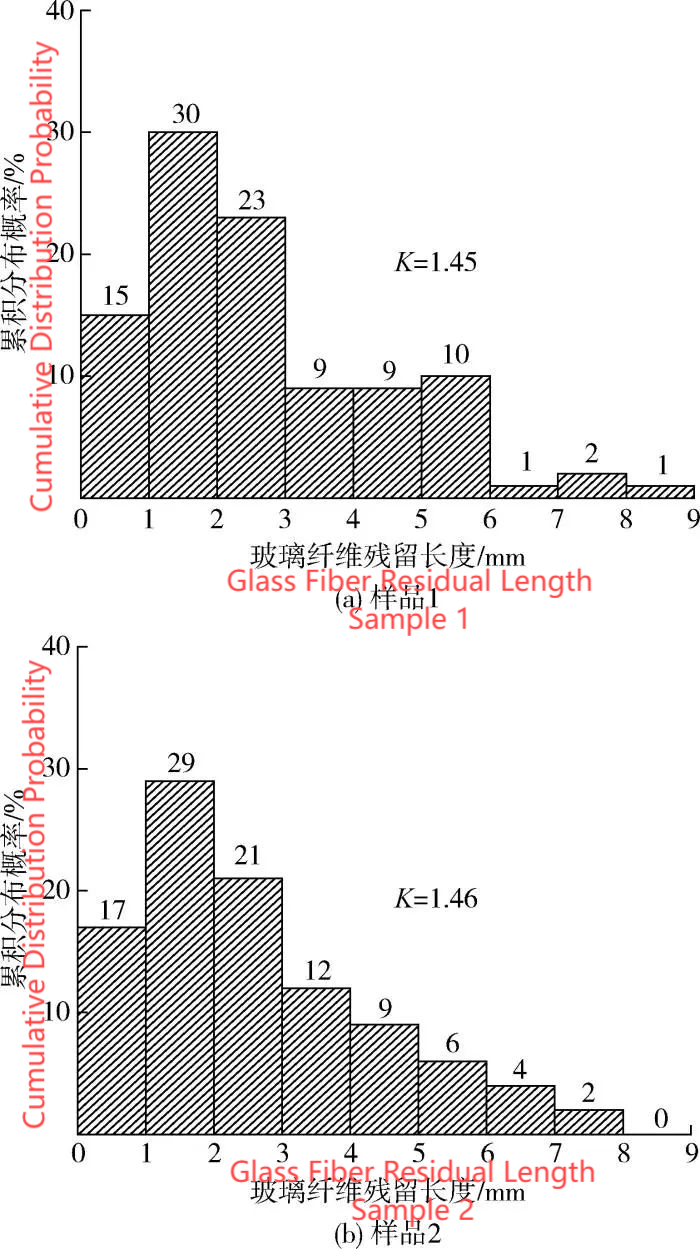
Figure 2: Distribution of Glass Fiber Residual Length in Sample 1 and Sample 2
2.2 Effect of Lubricant TAF Content on Composite Properties
Based on the results from Section 2.1, the glass fiber content in the composite was fixed at 43%, the pellet length at 12 mm, and the die diameter at 2.4 mm. The influence of 0 to 1.2 parts TAF content on the performance of PA66/LGF composites was further explored, and the corresponding sample performance is shown in Figure 3. As can be seen, except for tensile strength, the mechanical properties of the composites initially increase and then decrease with the increase of TAF content, though the effect is relatively small. However, the glass fiber residual length is significantly longer compared to the system without TAF. This indicates that the addition of TAF helps to increase the residual length of the glass fibers, thus improving various mechanical properties such as strength and toughness. However, excessive TAF reduces this enhancement effect and even leads to a declining trend.
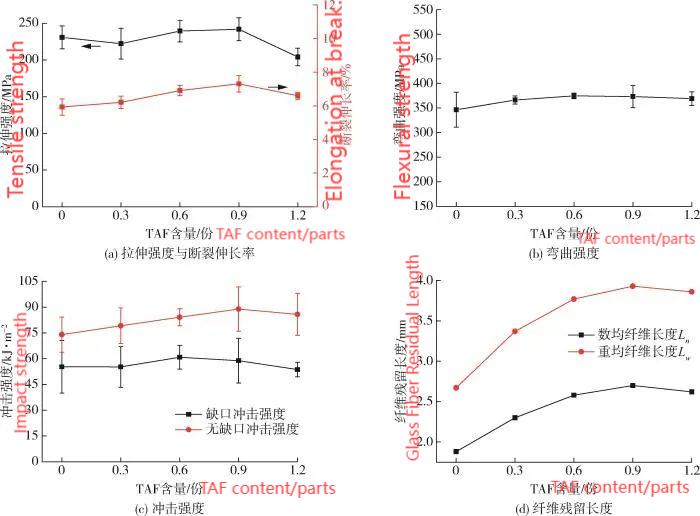
Figure 3: Effect of TAF Content on the Performance of PA66/LGF Composites
From Figure 4, it can be seen that after the addition of TAF, the surface of the glass fibers becomes rougher, and the amount of bonded resin significantly increases. This indicates that the interfacial bonding is noticeably enhanced, and fiber pullout requires overcoming greater interfacial friction, thereby consuming more energy. Due to the presence of low molecular weight flexible chain segments, such as Ethylene Bis Stearamide (EBS), in TAF, its strength is much lower than that of polyamide. Therefore, when TAF is in excess, the strength of the system shows a declining trend. Additionally, the lubricating effect of EBS weakens the intermolecular forces between polyamide chains, leading to slippage between the molecules and a reduction in the system's strength. The influence of TAF on the glass fiber residual length can be understood as follows: the lubricating properties of the EBS segments can weaken the frictional interactions between the glass fibers and between the fibers and the machinery. As a result, the overall effect is a significant increase in the glass fiber residual length.
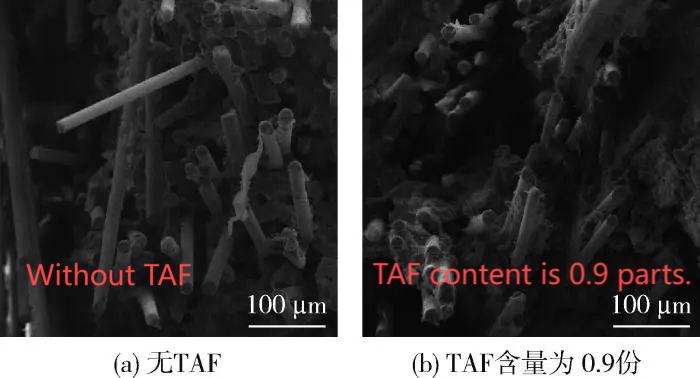
Figure 4: Impact Fracture Surface of PA66/LGF Composites with Different TAF Contents
2.3 Effect of Compatibilizer Content on Composite Properties
The compatibilizer used in this study is EPDM-g-MAH, where maleic anhydride can react with the hydroxyl groups on the surface of the glass fibers and the epoxy groups of the coupling agent, while also reacting with the amino end groups of PA66. This forms a chemical bonding layer that connects the glass fibers and the PA66 matrix, further enhancing interfacial bonding. Therefore, EPDM is typically used as a toughening modifier to improve the impact performance of the material. With the glass fiber content fixed at 43%, TAF content at 0.6 parts, and pellet length at 12 mm, the effect of varying EPDM-g-MAH content from 0 to 10 parts on the performance of PA66/LGF composites was investigated, and the results are shown in Figure 5.
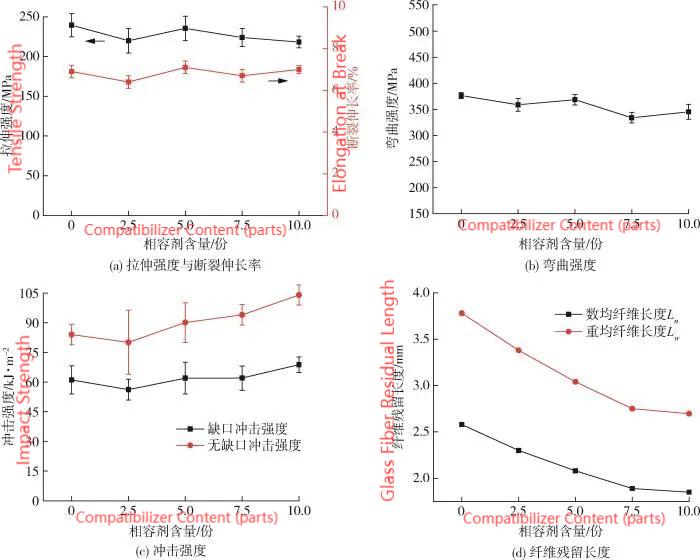
Figure 5: Effect of Compatibilizer Content on the Performance of PA66/LGF Composites
Figures 5(a) and 5(b) show that the effect of compatibilizer content on the tensile strength and flexural strength of PA66/LGF composites is relatively small, and overall tends to decrease compared to when no compatibilizer is added. The impact of the compatibilizer on the composite strength mainly comes from three aspects:
The interfacial bonding effect of maleic anhydride improves the composite strength. As shown in Figure 6, after the addition of the compatibilizer, the amount of resin bonded to the surface of the glass fibers significantly increases, and the interfacial bonding between the glass fibers and the resin matrix is noticeably enhanced.
EPDM has a flexible structure, and its strength is much lower than that of the PA66 resin. Therefore, its addition reduces the overall strength of the system.
Although the addition of the compatibilizer strengthens the interfacial bonding, the increased viscosity of the system results in greater friction during processing, which reduces the residual length of the glass fibers [Figure 5(d)], leading to a decrease in tensile strength.
Considering these factors, the tensile and flexural strength are not significantly affected by the addition of the compatibilizer. However, when too much compatibilizer is used, the tensile and flexural strength decrease due to a noticeable reduction in the residual length of the glass fibers and the large introduction of EPDM’s flexible segments. Therefore, excessive use of the compatibilizer is not recommended.
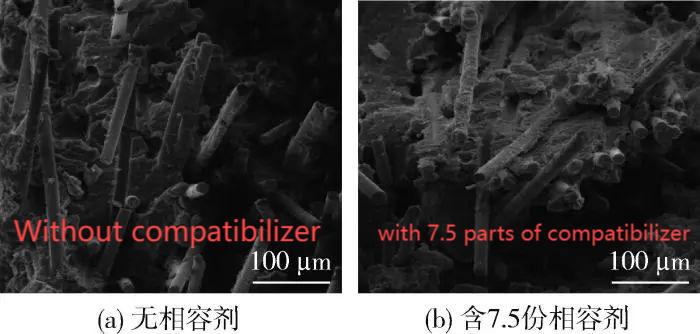
Figure 6: Impact Fracture Surface of PA66/LGF Composites with Different Compatibilizer Contents
Figure 5(c) shows that the impact strength of PA66/LGF composites increases with the increasing compatibilizer content. This is because the addition of the compatibilizer enhances interfacial bonding strength, increasing the viscous force that must be overcome during fiber pullout, leading to greater energy dissipation. Additionally, EPDM, as a rubber toughening agent, can act as stress concentration points, which helps dissipate impact energy. Therefore, as the toughening agent content increases, the impact strength tends to rise. When the compatibilizer content reaches 10 parts, the notched and unnotched impact strength increase by 13% and 24%, respectively, compared to the composites without compatibilizer.
2.4 Effect of Pellet Length on Composite Properties
With the glass fiber content fixed at 43% and the TAF content at 0.6 parts, the effect of pellet length on the performance of PA66/LGF composites was further explored, with pellet lengths set at 6, 9, 12, and 15 mm. The corresponding performance is shown in Figure 7. Figure 7 indicates that the tensile strength and elongation at break of PA66/LGF composites increase and tend to stabilize with longer pellet lengths. Although the flexural strength and impact strength of PA66/LGF composites also increase with pellet length, the overall effect is not significant, with the maximum values occurring when the pellet length is 12 mm.
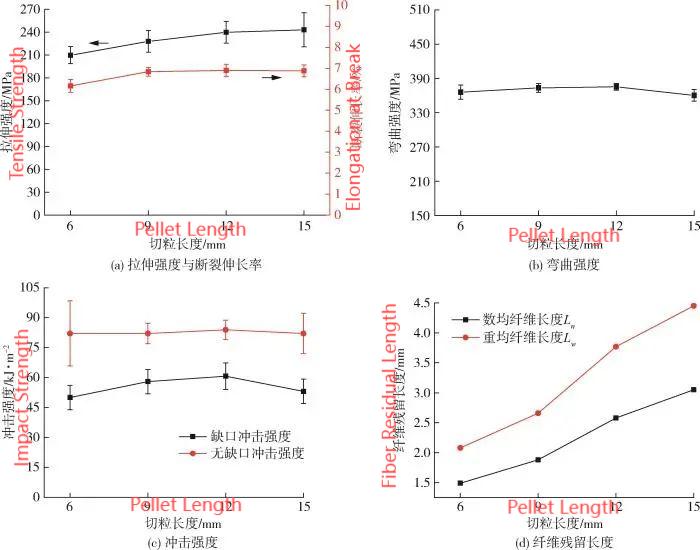
Figure 7: Effect of Pellet Length on the Performance of PA66/LGF Composites
As shown in Figure 7(d), the residual length of the glass fibers increases significantly with the increase in pellet length. The larger the glass fiber residual length, the greater the overall viscosity, and the more stress that can be transmitted through the interface to the glass fibers, thus improving the flexural strength. As the glass fiber residual length increases, both debonding between the fiber and resin matrix and fiber pullout face greater resistance, leading to increased dissipation of impact energy, thereby enhancing the impact strength. Additionally, the larger the glass fiber residual length, the greater the tensile strength. Although the tensile strength of the composite material is determined not only by the residual length of the glass fibers but also by the fiber orientation, Figure 8 shows that the majority of the glass fiber residual lengths are concentrated in the 0-5 mm range, where the fiber orientation is highly aligned along the flow direction. Thus, it can be approximately assumed that their critical fiber length is equal, meaning the larger the glass fiber residual length, the greater the tensile strength.
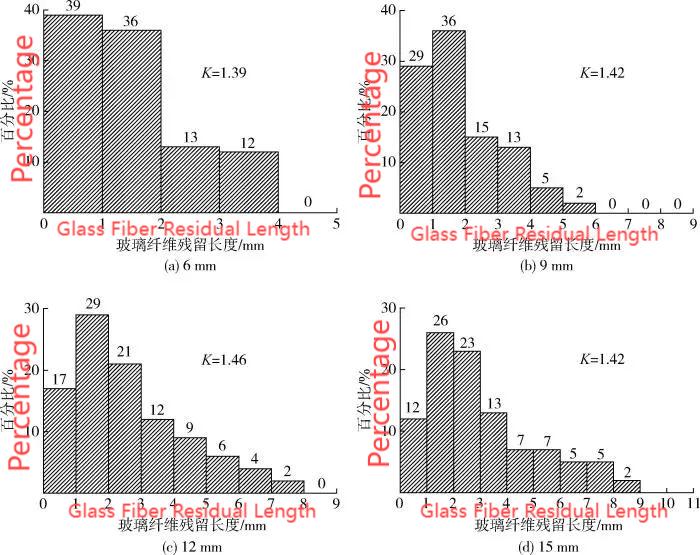
Figure 8: Distribution of Glass Fiber Residual Length at Different Pellet Lengths
Conclusion
(1) The glass fiber content significantly affects the overall performance of PA66/LGF composites; higher glass fiber content can notably improve the mechanical properties of the composites.
(2) The addition of the lubricant TAF can enhance the processing flowability of the system and the appearance quality of the molded parts. An appropriate amount of TAF can improve the strength of the composites, with the optimal content controlled at 0.6 to 0.9 parts.
(3) The incorporation of the compatibilizer EPDM-g-MAH can significantly improve the interfacial bonding between the glass fibers and the PA66 matrix, enhancing its impact toughness. However, excessive compatibilizer can lead to a decrease in tensile strength and flexural strength; therefore, considering the overall impact on mechanical properties, the addition should be controlled at around 5 parts.
(4) Increasing the pellet length can significantly enhance the residual length of the glass fibers in the system, improving tensile strength, but it has little effect on flexural strength and impact strength. Considering the actual processing performance and the trend of impact on mechanical properties, the pellet length can be controlled at around 12 mm.
follow us :





-- get updates with latest topics

 e-mail
e-mail English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文